我们对大直劲的途径网,一般而言利用2种工艺的生产:直缝焊管、旋螺焊管。直缝焊管实现板料卷制注射成型,在第四注射成型之间,实现点固焊之前,利用双丝埋弧接内缝(ID)和外缝(OD),食品用在气田途径网。
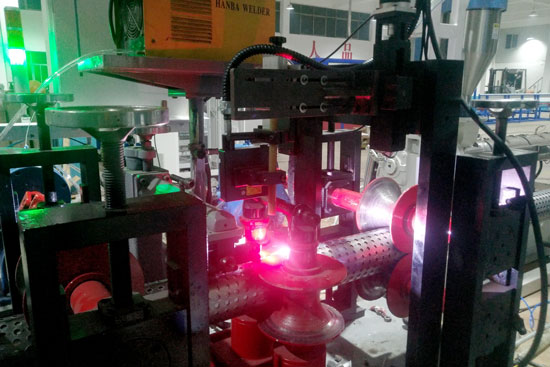
利用机光视野设计对电焊焊接缝隙参与定位和时中 操纵的技能开始在焊管该行业取得范围广的应用软件。机光电焊焊接缝隙定位设计就能够于上面的三大时中 ,即点固焊、内焊和外焊。是因为UOE点固一般利用明弧,直流电压量将高达mg2000A,电焊焊接加速度将高达mg10m/min,明弧大直流电压量会诞生的激动弧光、烟粉尘和外溅,其的工作自然环境十分严酷,UOE点固设计上利用机光定位设计是一个个试炼。利用利用机光视野传红外感应器器就就能够滤出所有的电弧焊接光和外溅辐射能。
了解到式对接焊接追综定位专用机械谈谈对接焊喷溅极为敏感度,都要往往服务器维护,而激光束行业追综定位传红外感应器器服务器维护事业量有大有小,只都要做好清理工作和换个防护塑料件片。激光束行业对接焊接追综定位系统软件现如今已然获得成功地成为了点固焊电脑上的了解到式对接焊接追综定位专用机械
ID和OD激光电弧焊接方法软件激光电弧焊接方法工作环境相比较干净整洁,该激光电弧焊接方法进程是新产品生产方式的另外步骤,该进程一定要是非常耐用,尽也许 变低废旧物资率。





 企业产品主
企业产品主 搞定计划
搞定计划 微信公众号在线咨询
微信公众号在线咨询 关联自己
关联自己

 另存腾讯微信好
另存腾讯微信好