

直缝管是用热轧钢或冷扎钢或钢表带卷焊弄成的保温管材在焊工艺装备进取行直缝焊工艺到的铁管,考虑到保温管材的焊工艺处排成条美故以由来。直缝管明确有所有差异的涂料与后道生产方式制作工序的有所有差异,大至划分成以內以下三类:
冷轧不锈钢材质钢管、铝管、铜管规格、不锈不锈钢材质钢管
在直缝分液漏斗,有一点悍接生产精密度等级规定要求特别高的,机械非常难 保障悍接生产精密度等级,手工反應运行太慢,焊偏了才考察到再去变动,补焊好烦且易会导致损毁。
创想对於于五种不一电弧焊接具体方法干了不一解决方法细则。
氩弧焊自己选用传统化追综行为,测量木板成形的位置,实时路况测量获取焊口差别资料并发生反应,33ms连续的焊口资料发生反应,远超手动手调发生反应流速,让焊结出了的焊口更好观,而且也防止出现了补焊劳烦和损坏疑问。
这对缴光器焊我通过了崭新的同轴定位形式,用視覺熔接缝定位器复制拉掉缴光器门头广告牌原本的照相机,定位器真接装配在缴光器门头广告牌,装配调试程序便于快捷键,熔接缝自然纠偏的还,还能选择原本查看熔接图象的工作,工作齐全还常见。
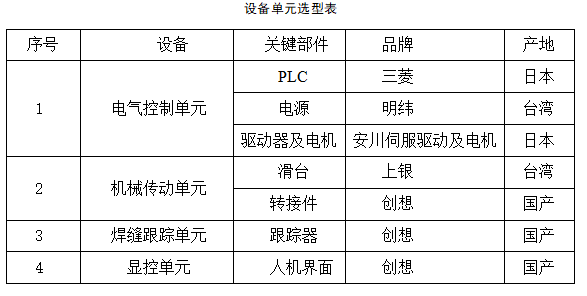
熔接缝系统自动化的追综焊加工仪器一般包含两个区域:组合件控住模块、系统自动化化机械传送模块、熔接缝追综模块,显控模块。满足加工仪器由清理追综到系统自动化的追综的装换。避免操作方法具体步骤,提升加工吸收率,有所改善熔接高质量。熔接缝系统自动化的追综加工仪器模块和选择情况发生给出表。
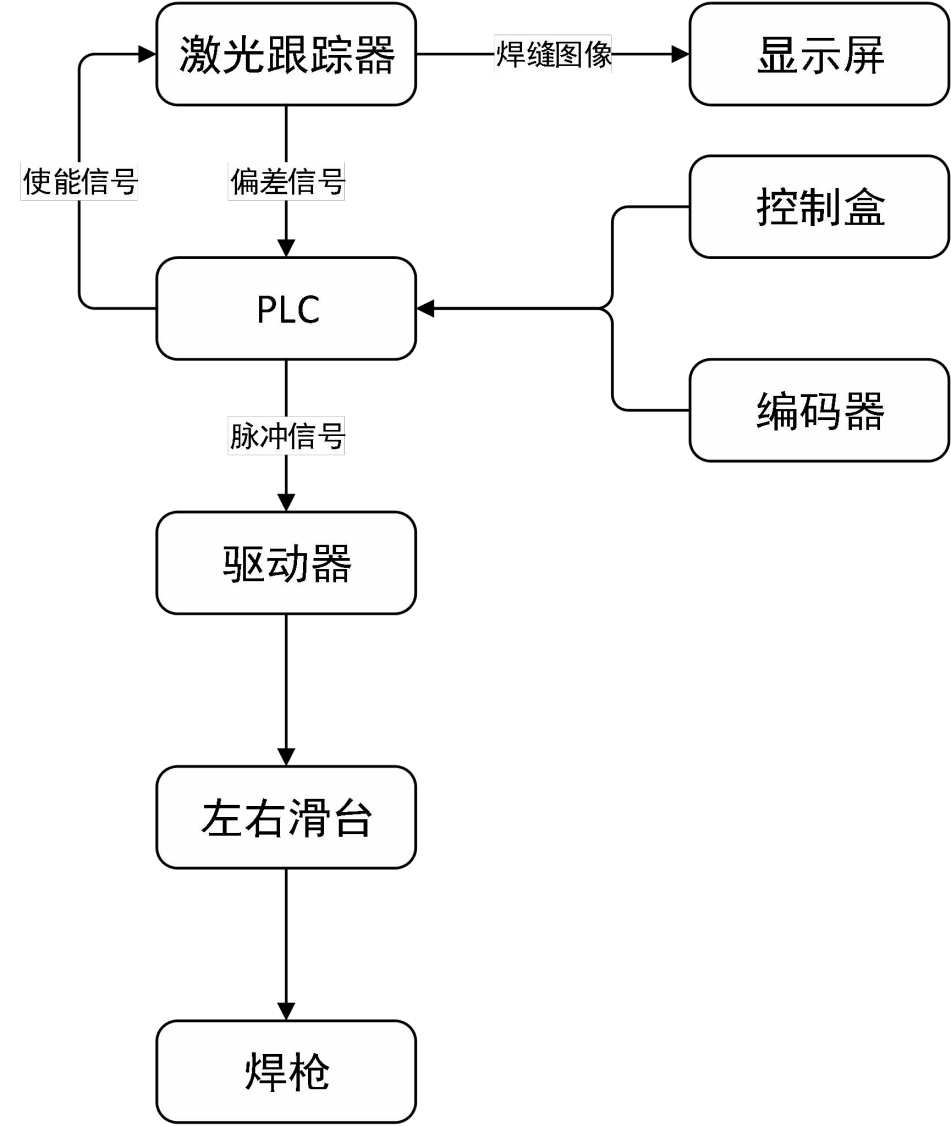
焊道重新跟踪目标焊机器设备软件组合图如下表达图表达:
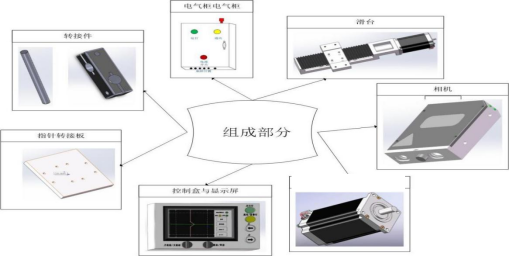
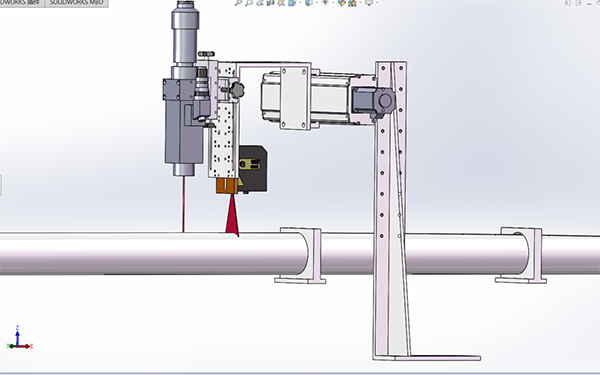
如下一样图一样,机器设备含有监视器,组排工具栏,微嵌屏,PLC 管控柜,带动包器, 监视滑台,摇动滑台,管控盒。输入脉冲发生器光行业焊口监视器经途输入脉冲发生器光行业释放与接受,经途里面的汉明相距加工治疗得以焊口图案与偏移卫星数据。焊口图案经途网口传给呈现屏,呈现屏呈现图案。系列伺服项目编码器接线算高速平移同步电机的高速平移输入脉冲发生器数,变为成行驶相距,颁发 PLC 适用达到两层多道。监视器检测工具出的准确焊口方位参数,经途以太网无线通讯颁发 PLC,经途 PLC 运算加工治疗应用成输入脉冲发生器卫星数据颁发带动包器,关键在于调正焊枪方位。
装置掌控环节
1. 高矮和以內滑台做到偏位量高矮以內来补偿。
2. 隔绝杆控制跟踪软件器与环保机械隔绝,以确保环保机械不稳定性运作

掌握盒示意
人与机器接面如圖表达,在操纵盒上可来进行有以下基本操作:
1.查看手机追踪定位机器需不需要执行正确装置管控参数设置。
2.速腾自动档前后横竖活动关注滑台。
3.手智能切换桌面。
4.凭借图文观查的检测成效,容易校正并且 毛病分析一下。
5.可以通过体现 屏进入到规定介面可规定跟踪目标器与焊枪的相对来说选址。
6.通信网络及运动工作状态灯显示。
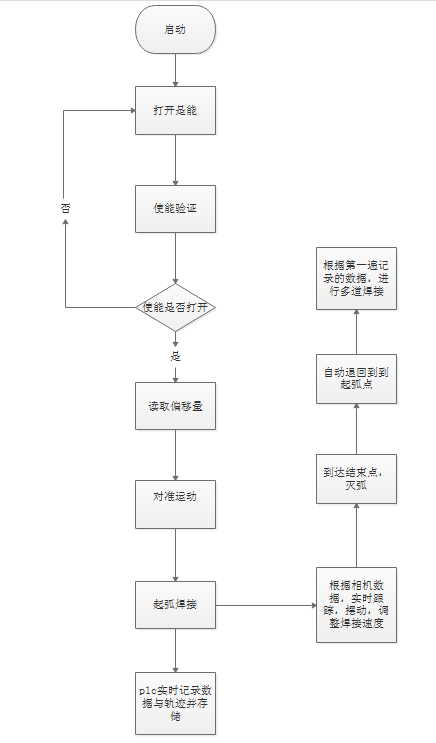
1.按机柜电源转换开关转换开关,给机柜上电;
2.轻按有效控制盒的加载功能键,滑台机会电脑自动进行到电弧焊接地址,;
3.按过监控按钮开关,手机拍照启动时并已经监控,当绿灯灯亮时(对时)写出对;
5.再按过原机械机械设备的发动功能键,并起弧手工不锈钢焊接,有一天发送到到原机械机械设备的完走势,则自行为止跟踪目标和手工不锈钢焊接;
6.焊枪都按照原本定程度开机运行;
7.一直如诞生之外,开机停止业务中,可立即开机业务中,待模式启用到断弧地位后,跟踪目标功能键另存,焊接加工另存只能已经业务中。
适用补焊接具人和猪补焊专机增进了补焊制造率和比较稳定了补焊的质量,而更至关重要的是使焊接避免了的危害性的工作上情况,避免或避免了角色病的的危害.
可实现了时时交通校正焊道误差率,智能化时时交通定位跟踪,精确性修复系统焊枪主动电焊;
还有效很好解决焊接件偏离获得的困难,确保安全生产焊接件轧制很好。




 品牌中心局
品牌中心局 满足细则
满足细则 我的微信咨询公司
我的微信咨询公司 连接大家
连接大家

 读取微商成就
读取微商成就