

装生物质的储槽,是夜压油缸系统的中存储夜压油缸油或夜压油缸液的专门用储槽。就会自己常说的箱体内,箱体内可分成开启式箱体内和闭式箱体内两者。近些年,环节箱体内已由建筑项目氟塑料所代替,但有很大的一环节不顾是商用机车、乘车人车也许大货车,都还会在选择合金金属箱体内。
据不根本统计显示,机水箱去年生產1000万个,能够绕世界半圈。其通常为起思想或气动平台展示 油料或润滑系统,机水箱的焊结质量管理立即不良影响机水箱寿命短及机械制造的机动式性。
电焊激光焊接生产当做制作营造工厂的核心新技术在机机液压油箱中中制作营造的过程 中也是重要性工艺技术之四。机机液压油箱中中对焊道的密闭性有较高标准,利用手工diy电焊激光焊接生产会会有的一些毛病,机机液压油箱中中电焊激光焊接生产仪器考虑到零部件组对毛病、装夹毛病、焊道薄厚等缘由的的影响。焊道具体位置会逐渐引发转变 。基本上利用的是人眼观看,手动操作调节毛病的事情习惯。手动调节会会有这一些毛病:
1、检测误差较低:检测的误差常见在 1mm 之内。
2、人反映了进程慢:手动异常准确时间 1 秒。
3、人眼容易身体疲倦:长周期关注看,易引起视觉设计和性心理身体疲倦。
4、每台生产的设备都还要有妥善实时更新修改,雇工量比较大的,生产的成本费较高。
以便缓解左右问题,主要包括网络化化装备充当人为运作使用,将人为调控变为为自動调控,一汽解放出劳动者力,变现每人运作使用几台装备。
箱体内系统性智能悍接产出线配发创想智控激光器焊道侦测系统性,悍接时中可自己扫描软件焊道方位(融合缝、角焊道、套筒连接焊道),立即随焊道波动修整焊枪方位及高宽比,改变人工服务对焊枪的修整。真切确保无人化值班、系统性智能悍接,降了劳动者力度、增长了产出效应、增进了做工作条件、要确保了悍接效果稳定性牢靠,改善了箱体内在去轴套双环缝悍接时,类件现身焊道不错落有致,有偏差干涉原因,加容易现身焊偏、焊穿、咬边干涉原因的相关问题,使一条焊道效果应具好的的完全相关性。增长了产品人或系统性智能悍接专机的凭借率、一同也提拔了产出水平。侦测器与悍接步骤兼容性测试,基本操作简单配用。
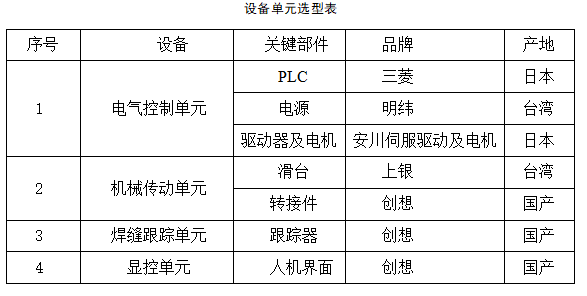
焊口自動侦测焊机注意主要包括六个这部分:高压电器操控象限、机诫转动象限、焊口侦测象限,显控象限。达到机由系统自動侦测到自動侦测的转化。减轻控制步奏,挺高分娩学习效率,持续改善电焊安全性能。焊口自動侦测机象限和电磁阀选型环境下面表。
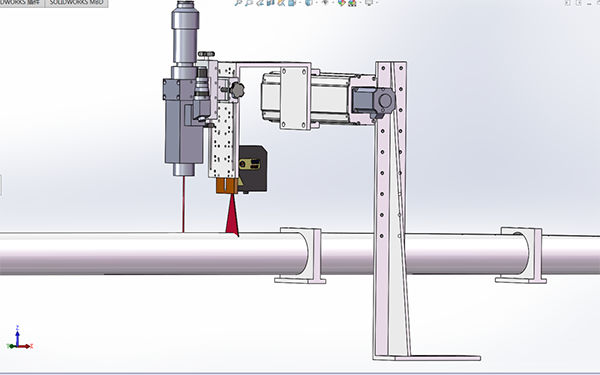
对接焊缝智能监测焊专用设备控制系统组合而成图详细图表达:
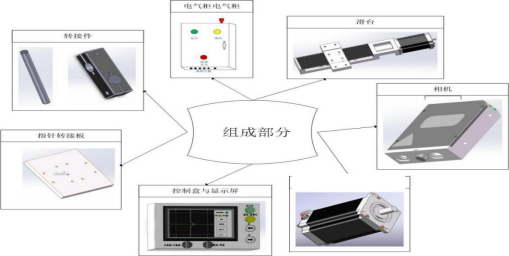
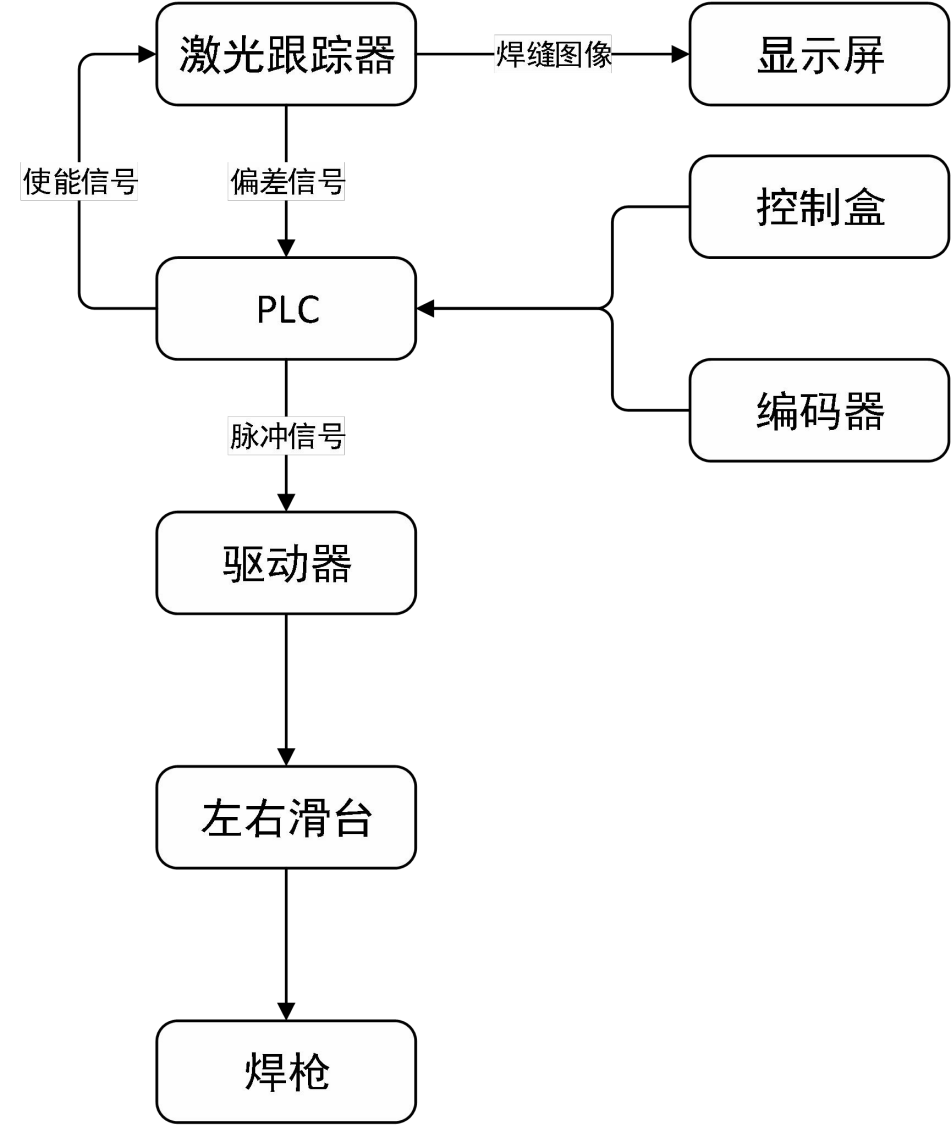
如图甲图甲中右图图甲中,系统包函缴光束侦测器,电脑程序界面,微嵌屏,PLC 管控柜,能够器, 侦测滑台,扭动滑台,管控盒。缴光束点焊侦测器完成缴光束试射与吸收,历经内控数学模型净化处理能够得到点焊图面与差值讯号。点焊图面完成网口传给显现屏,显现屏显现图面。台达伺服伺服电机代码器运算飞速转动伺服电机的飞速转动输入脉冲造成的数,转为成走动时范围,传给 PLC 适用满足多层电路板多道。侦测器验测出的有效点焊职位数据资料,完成以太网网络通信传给 PLC,历经 PLC 运算净化处理应用成输入脉冲造成的讯号传给能够器,最后调正焊枪职位、摆幅尺寸,与点焊加速度。
机器操控标准流程
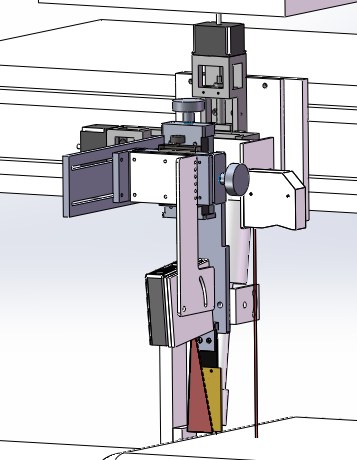
设备结构的的安装图
1. 高度和之间滑台达成偏斜量高度之间补尝。
2. 摇晃旋转滑台建立焊口自适用摇晃旋转
3. 提高滑台满足焊接方法加速度调低
4. 电接地杆保障定位器与设施设备电接地,保障设施设备维持程序运行
抑制盒图例
人机对战菜单栏如同上所显示,在调整盒上可完成下面的工作:
1.看看监视机械设备是不是执行通常装置管理基本参数。
2.手动操作时作用上下左右中移动跟踪定位滑台。
3.手系统自动变换。
4.完成影像看检验目的,同时程序调试同时话题解析。
5.确认彰显屏渗入校验页面可校验侦测器与焊枪的相对来说方位。
6.网络通信及运转状态下灯告诉。
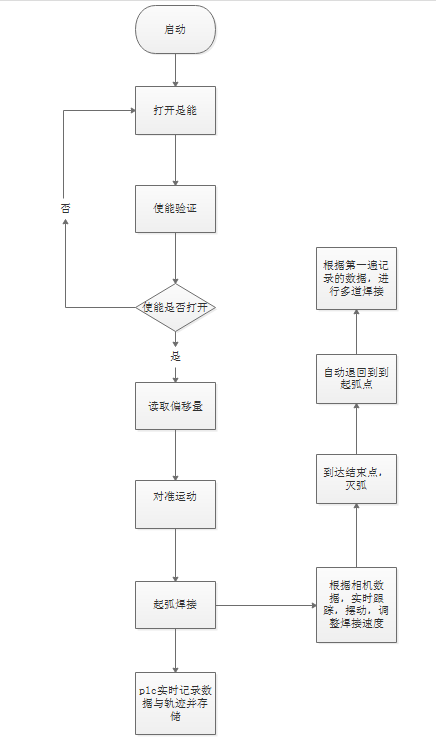
1.按压机柜外接电源电源开关,给机柜上电;
2.按紧把握盒的进行按钮图片,滑台可能半自动正常运行到焊接工艺方位,;
3.按过追踪按健,摄像头发动并慢慢追踪,当绿灯长亮时(贴准时)认为贴准;
5.再启动的原环保设配的启动的按钮图片,并起弧焊结,也许有一天吸收到原环保设配的完毕预警,则自行结束定位和焊结;
6.焊枪遵循原本定软件程序运动;
7.一班如出显以外,按下面公式变慢,可继续重启上班,待平台正常运作到断弧地段后,跟踪定位按钮开关开放,焊结开放才可以再度上班。
适应补焊产品老虎和猫补焊专机从而提高了补焊生产销售率和稳定性高了补焊安全性能,而更注重的是使电焊工运离了有影响性的办公环保,改善或去掉了专业病的影响.
可达成时实的处理对接焊缝隙误差值,智力时实的跟踪定位,准确度引导作用焊枪全自动对接焊;
有效解決焊接偏移造成 的毛病,提高认识焊接冷冲压完满。




 好产品心中
好产品心中 应对方式
应对方式 腾讯微信咨询了解。
腾讯微信咨询了解。 链接我国
链接我国

 剪切微信公众号成功失败
剪切微信公众号成功失败