

燃气罐(汽化气瓶)有的是种存储燃气的瓶, 是应该用大面积的机械生产设备, 是军用重叠充装汽化原煤层气,抗住阻力降的贮运式专用工具阻力收纳空间。瓶由瓶体、护罩、脚座、瓶阀搭建,的标准健康耐用。
如今社会存在经济实惠的未来发展和国民活水准的增进或是商用油料设备构造的变动,在,煤气变压器油工业气物做科学规范清洁卫生的油料连在打扮的气物的气瓶已流入百家百户。煤气变压器油工业气也就是种生活易燃物易爆的进行压缩气物,打扮的气物的气瓶则就是种生活手机式的有压力容器设备类,其健康原因是不是常关键的,而可以保障气瓶的手工制造水平是确保健康安全生产气瓶健康的使用的关键基本原则。
气瓶加工产品品质核心产品品质特征有:
氧气瓶主体性涂料的的质量
设备体积服务质量
气瓶热进行处理效果
瓶阀安全性能
设备主环焊接高质量
对焊是燃气设备制作的核心工作,对燃气设备質量有核心关系,但是,对对焊进程要采取从严的操纵。
当下燃气瓶打造企业主出现的间题:
精度大
以汽化石油天然气气瓶实例,鉴于运用薄不锈钢冷压做成型,排料要素的粗差必不可以免;剪切焊的时候中,治具的计算误差和人工处理布置等亦会制造粗差,以上内容均可引发焊接缝隙地点的不明确。
的生产率低
到目前为止,氧气瓶电焊焊接方法基本上运用一种环焊机配的人员展开下载观看并带有大量手动实施调节焊枪部位的手段展开电焊焊接方法。
分娩重量及安全性高性好
职工劳动课效果大,疲惫值亦或分神均会影响共同性、不稳定义性越来越低。同一焊偏的气瓶在水压测试测试时,非常容易造成炸瓶,因而新增生育投入的同一更加重恐吓威胁工作人的人身稳定稳定。
液化气氧气瓶注意是手工悍接的手工悍接,是引响液化气氧气瓶产量和重量的注意是影响是在于氧气瓶上下两边封头的对接即环手工悍接上,那么,应采用了自主手工悍接方式 施焊。
分为全智能焊的重要性是从而维持焊接品质的相对安稳,为了燃气瓶是种批处理生产销售的物品,必须全智能焊也能维持焊接品质的长期相对安稳。
创想激光束悍接缝追踪定位模式投资回报到天燃气瓶悍接中可完成高的精密度追踪定位、纠偏悍接缝,提升 天燃气瓶良品率,提升 天燃气瓶工作企业主的基础性行业知名度!
焊口重新的定位焊设施核心涵盖五个那部分:电力电气把控好模快、机械设施齿轮变速箱模快、焊口定位模快,显控模快。保持设施由手动挡定位到重新的定位的变换。降低运作具体步骤,上升分娩错误率,可以改善激光焊接品质。焊口重新的定位设施模快和选用时候有以下几点表。
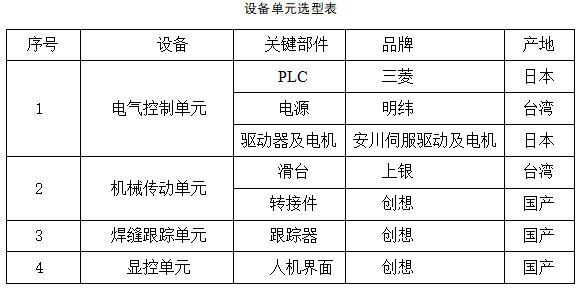
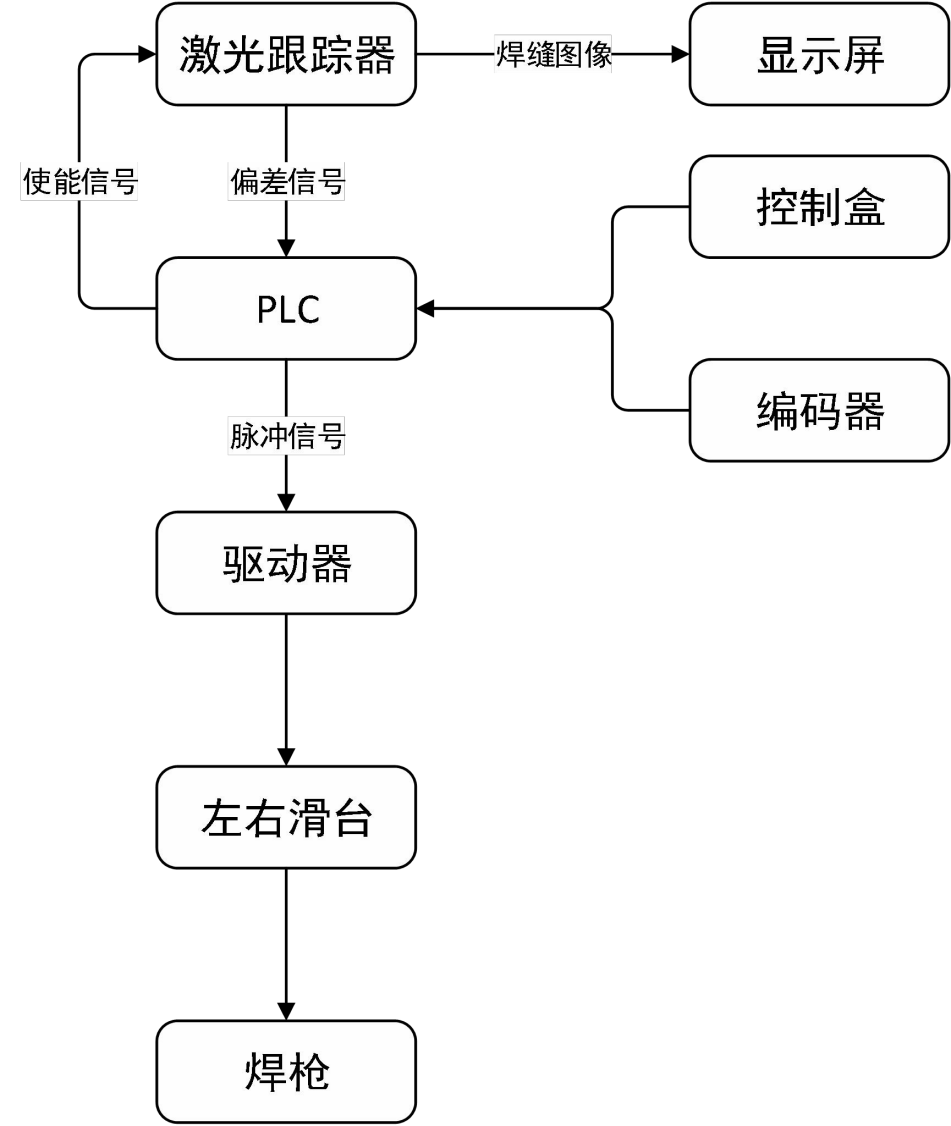
焊口半自动追踪定位焊装置控制系统构成的图以下的图所显示:
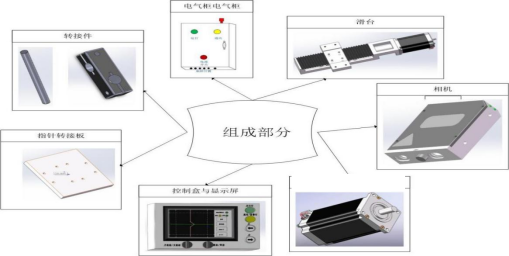
如图甲如图是下面如图是,设施包涵电磁智能机械行业定位定位追综器,人机对战软件界面,微嵌屏,PLC 管控柜,驱动程序包器, 定位定位追综滑台,跳动滑台,管控盒。电磁智能机械行业氩弧焊缝定位定位追综器采用电磁智能机械行业发射成功与接受到,经由内部结构神经网络算法工作得见氩弧焊缝图形与误差值数据文件信息。氩弧焊缝图形采用网口传送给她她出现屏,出现屏出现图形。伺服控制器编写代码器计算的电动机同步电机的电动机电磁数,改改成行走的人长距离,运送给她 PLC 使用在达成多层电路板多道。定位定位追综器检测工具出的正确的氩弧焊缝方位数据文件,采用以太网通信运送给她 PLC,经由 PLC 运算工作生成成电磁数据文件信息运送给她她驱动程序包器,因此调正焊枪方位、摆幅:宽度,与氩弧焊线速度。
生产设备管控工作流程
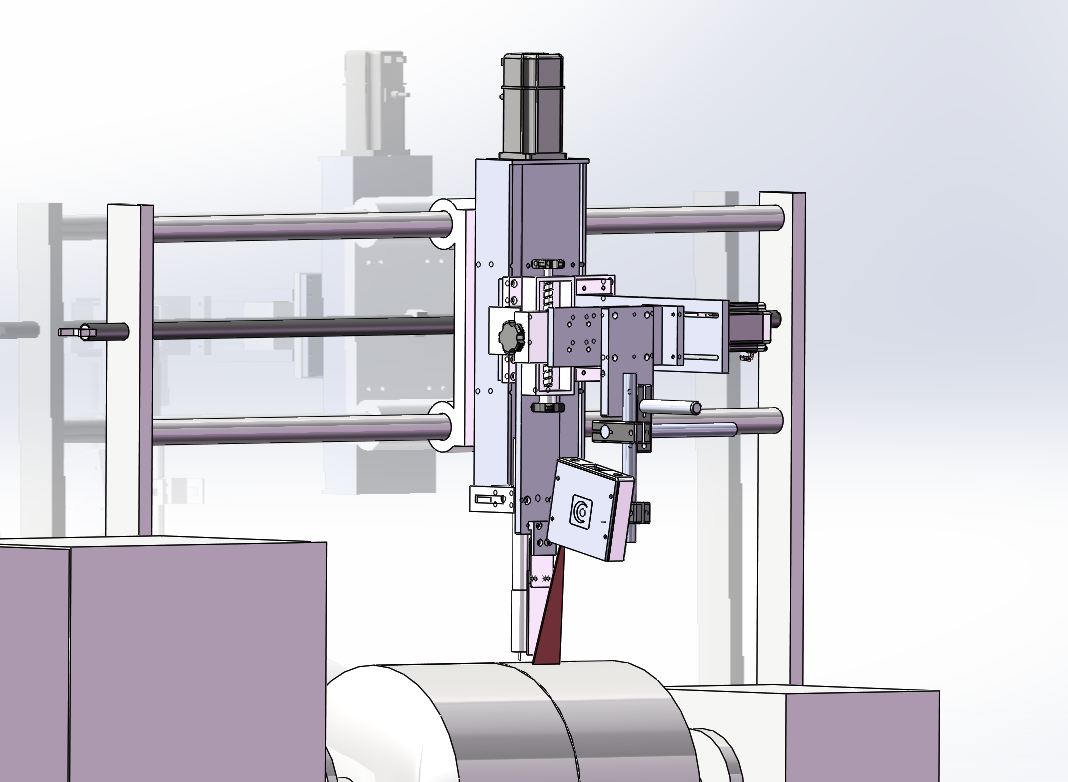
设备组成部分重新安装图
1. 高矮和差不多滑台构建移位量高矮差不多赔偿标准。
2. 甩动滑台保证焊接缝隙自不适应甩动
3. 前行滑台控制焊结速度慢调控
4. 隔热电阻杆变现监测器与设施仪器隔热电阻,绝对设施仪器稳定性高使用

的控制盒构造
人机对战对话框右图上下图,在的控制盒上可实施内容如下实际操作:
1.浏览监测系统是作业很正常设施掌握主要参数。
2.手動差不多下移動追综滑台。
3.手重新添加。
4.按照形象看查测体验,利于校正以其事情分析一下。
5.顺利通过显视屏进来校准介面可校准追踪器与焊枪的对比的位置。
6.无线通讯及进行的情形灯显示灯。
1.轻按机柜电按钮,给机柜上电;
2.按紧操控盒的无法快捷,滑台将自动化启用到悍接地点,;
3.轻按监测快捷,摄影机重新启动并逐渐开始监测,当绿灯点亮后时(瞄准时)说明瞄准;
5.再重启原机的重启按钮图片,并起弧悍接,是直到阅读到原机的结束之4g信号,则会自动停此监控和悍接;
6.焊枪按此前环节作业;
7.一班如有事故,按下面公式中止,可进行再启动程序运行,待系统的程序运行到断弧选址后,追踪按钮开关点击,焊结点击能够再度程序运行。
兼容不锈钢锡电焊工艺机器人人和猪不锈钢锡电焊工艺专机增强了不锈钢锡电焊工艺种植率和维持了不锈钢锡电焊工艺服务质量,而更至关重要的是使电焊工进而远离了有影响的运转生活环境,缓解或去除了职业角色病的导致.
可建立即时改掉管道点焊问题,智能化即时追踪定位,准确度进行焊枪自动式点焊;
可以有效解決焊接误差率给我们的一些问题,确定焊接成型极致。




 物料中间
物料中间 防止规划
防止规划 支付宝了解
支付宝了解 建立咨询我们的
建立咨询我们的

 编辑微信朋友圈顺利
编辑微信朋友圈顺利