

钢构造施工用作新款节水健康的施工体,还具有原料更加均匀、难度高、机械使用性能性、制作业简约、可方便搭建等特别,享誉世界21个世纪“绿色的施工”的一种。发生变化我國第三产业项目基本建设的较快不停的的的发展前景不断进步,工程项目行业领域愈来愈越大的选择钢构造,因也带给了钢构造机种植工厂的高速路不停的的的发展前景不断进步。我國钢构造不停的的的发展前景不断进步是起第一阶段,的战略重点标准化上看,华人第三产业迅猛不停的的的发展前景不断进步的另外,与之项目基本建设模块化的能力要分析不停的增长。就长远的的战略重点因素,钢构造的焊接工艺工艺工艺标准化愈来愈越被多频率的表明。从市面 要分析上看,发生变化现时代的不停的的的发展前景不断进步,中国工业化的不断进步,中领导施工而对于钢构造的要分析愈来愈越大。现今,是因为市面 上脱离实际的追求梦想幸福有效率,使钢构造的精加工生产效率故障 相当突出,很大程度上会影响中领导施工的基本效率。因,提升自己钢构造的焊接工艺工艺工艺能力,标准化焊接工艺工艺工艺能力要分析,切实保障钢构造的精加工生产效率,是愈来愈越大的钢构造制作业工厂追求梦想幸福的制定目标。
随之全国钢成分产业的不断的的发展,H槽钢在诸多钢成分厂房车间、高铁站、高层领导搭建及铁路桥梁中获得单一化的技术应用。H槽钢原来由冶炼厂连轧而成,但因连轧槽钢的规格尺寸不足且房价比一般的高质不锈钢钢板高得多,焊H槽钢不断为搭建钢成分设计构思和工作中第一选择的成分材料,焊H槽钢的要量也在连年较大度提升。因为,钢成分铸件开料时没有 保障精密度较,大要素利用焰火或等铁离子切割器,精密度较出现偏差的原因低于±3mm及以上,在开料步骤的出现偏差的原因,铸件组对中人为客服摆搭的出现偏差的原因,使用主动化焊主装置没有找回对接焊缝的位置,某些顺利通过碰到寻位,使用焊POS机人或任何焊主装置协助准确时间过大,影向速度;与此一起,此产业大要素工作环境生育批号多批处理小,制作好的焊源软件程序没有对其进行批处理工作,改成铸件就要制作新的源软件程序,一般情况下和程序编写还未结束任务,人为客服逐渐工作结束任务,难以表达主动化焊的长处。况且较多产品的要投资者订制,则要改成cad图,让主动化焊可认知性进几步调低。
凭借与更多钢架构工作各个企业的交流与沟通,我们都分析到,当下钢架构电弧焊接出现下列一些几个方面无发推动的重点难点:
厚钢板、坡口焊,要求双层多道焊。
比转配控制精度差,不确定度大,焊的时候需用激光束监控改正焊航迹。
氩弧焊缝裂口不同步,需实时的智慧调控氩弧焊加工工艺。
小大批量,具体构件内没重新性,必须要 重新鉴别,自行和程序编写难。
创想智控激光束位移传调节器器开发管理及利用在钢节构电焊焊接中选择了举足薄厚的角色名称,对於于钢节构领域的特别自己供应一些搞定情况报告。
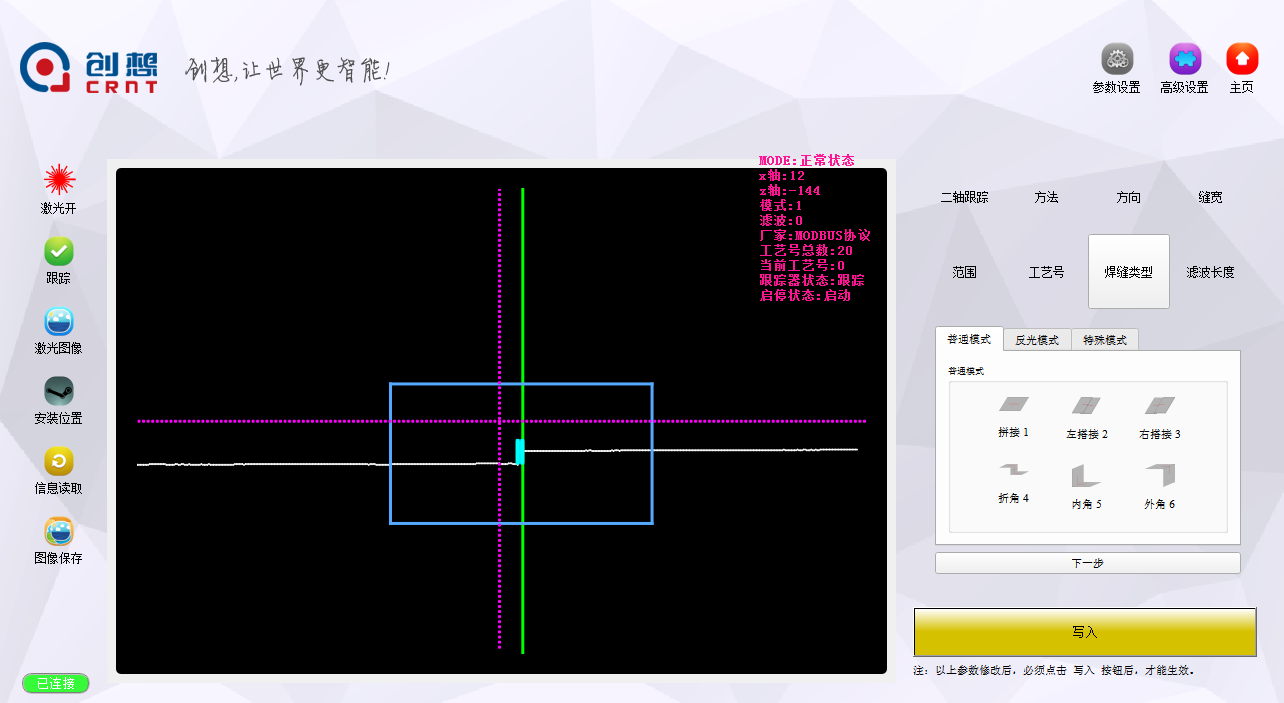
为铝件扫码,运动轨迹开发计划供给高可靠性强,精密度,非常多程的激光机器在线测量调节器器。
熔接的过程中,实时公交路况侧量裂口姿态,取用熔接专业人士系统性,实时公交路况整改熔接工艺技术。
补焊做好后,完成焊道油漆颜色扫描拍照,检则焊道单单从表面基本特征
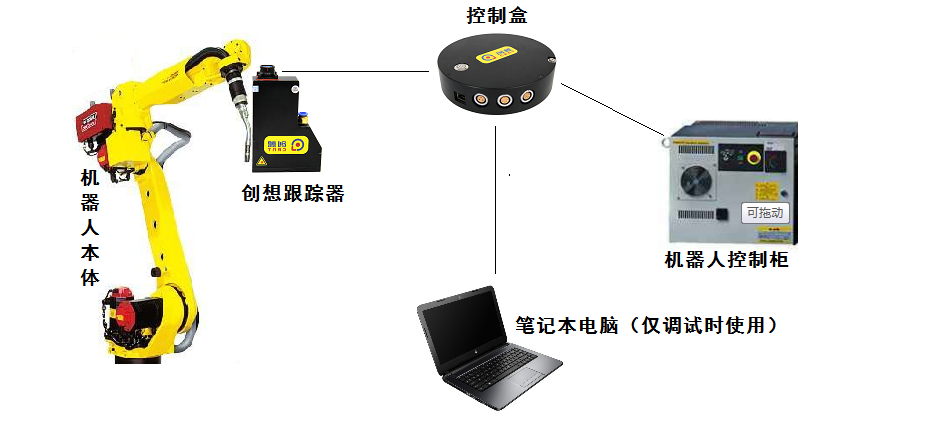
创想焊接缝监测体统有监测器、调节、光纤宽带、4g信号线构成的,组成部分比较简单方面装设,操作器按照植入式方案不需加上工业控制机,大程度的减轻了直播的使用余地。
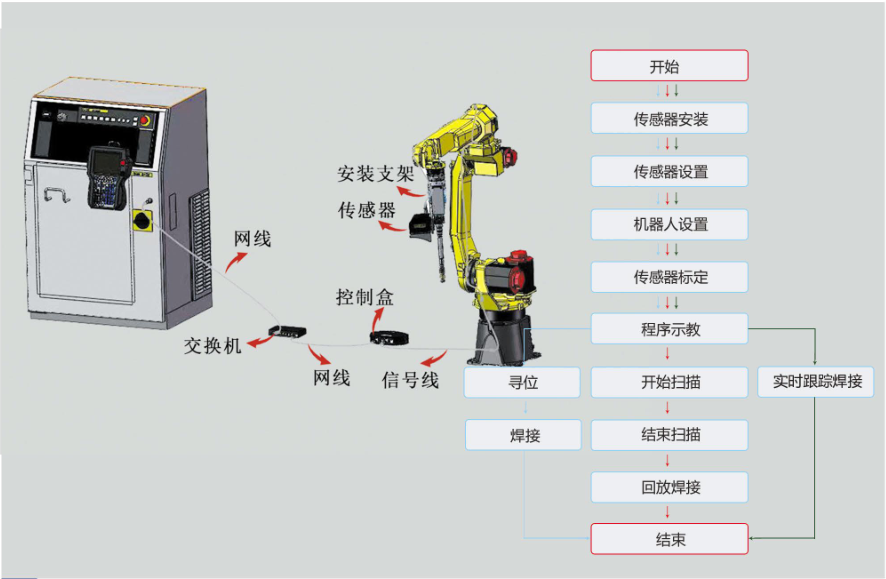
依照环境差异的工程状况我门都主要分为差异的焊道纠偏方试英文。而言短焊道我门都主要分为向下寻位的方试英文消除焊道地段偏离,而言长直焊道我门都主要分为立即跟踪目标技能高于边扫边焊的最终目的,仅仅的提升了纠偏使用率还消除了悍接整个整个过程中热变形产生的焊偏困难。而言一下特出工程状况我门都还能能达到先复印再回放悍接,非常大机会的足够了钢架构行业内悍接整个整个过程中的纠偏需要。




 设备中心点
设备中心点 解决处理计划
解决处理计划 我的微信咨询服务
我的微信咨询服务 连续.我
连续.我

 重复微信qq胜利
重复微信qq胜利